







RUWI Advisor
Not sure which one? Ask the consultant.
He’ll ask you the same questions we asked on the phone—the job, the material, the machine—and recommend the right tool, including its dimensions, price, and part number: either in stock from the Black Forest or from among over 4,000 catalog tools from Titman and ENT, which we’ll order for you.
Go to the Milling Tool Advisor →About 1 minute · no registration required
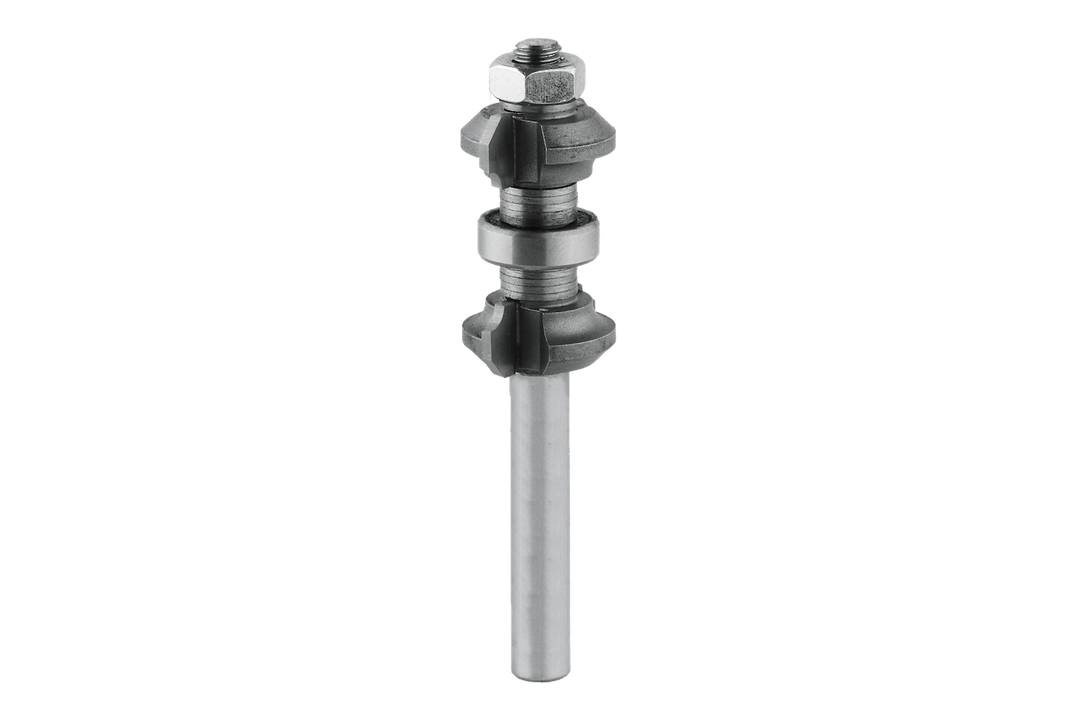
R 6 Chamfering Cutter
45° chamfer for the series
8 mm groove cutter
Reversible blade 30 mm
Dowel drill bit Ø 8
Right below that: RUWI in stock.





















Which router bit for which task?
With the right router bit, you can get router table most out of your router and router table . Five types cover the most common tasks in woodworking—here’s an overview, including the matching RUWI.

Rounding cutter
The cut is complete, every edge is sharp—one pass with the rounding cutter, and the tabletop or handrail feels smooth and comfortable in your hand. R2 gives workpieces a secure grip, while larger radii such as R6 or R10 create a gentle curve; the guide bearing guides the cutter along the edge, even on curved contours.
For RUWI , the options RUWI R2, R3, R4, R5, R6, and R8 to R10 and R12.7. The larger the radius, the larger the cutter—choose it based on the desired roundness.

Chamfering cutter
Chamfering visible edges, miter chamfers, deburring edges—the chamfering cutter chamfers the edge at an angle, usually 45°. For straight, wide chamfers, use the large chamfering cutter with an indexable insert (the cutting edge can be rotated instead of being resharpened) or the fixed-insert version. The miniature chamfering cutter with a Ø 5 mm guide bearing is designed for tight inside corners and small radii. The double rounding/chamfering cutter handles both the top and bottom edges in a single pass.

flush trim bit
The edge banding is glued on, and the overhang is in place—the flush trim bit it flush with the surface in a single pass; when copying, the guide bearing runs along your template. For large, straight contours, the flush trim bit indexable inserts is suitable; for tight inner radii, use the flush trim bit a small guide bearing (Ø 9.5 mm).

Fluted milling cutter (disc groove cutter)
Inserting flat dowels, grooving the back panel, routing the drawer bottom—the Lamellonuter cuts the narrow slots and slots . You can adjust the depth using various stop blocks, allowing a single router bit to accommodate multiple flat dowel sizes—one tool instead of a separate flat dowel router.

Dovetail cutter
Drawer corners that can withstand stress: With the W2 dovetail cutter for Hoffmann, you can machine dovetail and ridge joints with precision—and use it as a bridge to the Hoffmann connector system. For clean fits, use a template or jig depending on the type of joint.
Indexable insert or fixed tool?
Two designs, the same task—the difference lies in the cutting edge.
Fixed-mount
The carbide cutting edge is firmly soldered in place; if it gets dull, you can resharpen it. This produces a very clean cut edge and fine radii—which is important for visible edges and small profiles.
With an indexable insert
Instead of resharpening the blade, unscrew it and turn it to a fresh edge—this saves time and keeps the dimensions consistent. It's worth it for heavy use and long, straight contours.
In short: For fine, visible edges and tight radii, use the fixed-tip version; for high throughput and large, flat surfaces, use the indexable insert. RUWI flush trim bit both types RUWI chamfering and flush trim bit .
What to consider when routing
Clamp the shank 6, 8, or 12 mm) about two-thirds of the way into a clean collet this ensures smooth operation. Larger cutters run at lower speeds; it’s better to make several shallow cuts than one that’s too deep. A feed rate that’s too slow causes burn marks, while one that’s too fast causes chatter marks. Always guide the cutter against its direction of rotation, and wear hearing protection, eye protection, and use a dust extraction system. Remove resin and adhesive residue regularly and check that the thrust bearing is moving freely—this significantly extends the tool’s service life.
What speed should be used for which milling cutter?
Rule of thumb: The larger the router bit, the lower the speed—otherwise, the cutting speed at the cutting edge will be too high, and the material will burn or smear. The following guidelines apply to wood on RUWI router table continuously ,000–25,000 rpm; up to 30,000 rpm on the Performance model):
| Cutter diameter | Recommended speed (rpm) |
|---|---|
| up to Ø 25 mm | 18,000–24,000 |
| Ø 25–40 mm | 16,000–20,000 |
| Ø 40–60 mm | 12,000–16,000 |
| over Ø 60 mm | 8,000–12,000 |
Real-world examples: sanding a softwood edge with a sanding belt holder (Ø 15 mm) at approximately 8,000 rpm to remove burn marks, flush-milling multiplex (Ø 19 mm) at 18,000–22,000, cutting aslot particleboard (Ø 40 mm) at no more than 18,000, and sanding plastic edges at around 12,000 to prevent slippage. Plastic and sanding operations generally run slower than wood. If in doubt, start at a lower speed and adjust gradually with a test cut.
Sanding and accessories
In addition to the cutters, sanding belt holders can also be used in the same chuck: Simplyshank the Ø 15 mm or Ø 30 mm sanding belt holder withshank to sand curves and internal contours that are difficult to reach by hand with sandpaper. The corresponding sanding belts (Ø 15, Ø 30) are wear parts. For the router table collets locknuts in several sizes; for the more powerful models, there’s the Performance version.
Which machine do the cutters fit?
All cutters have a shank , 8-, or 12-mm shank and are therefore compatible with any standard router—such as those from Festool, Mafell, or Bosch—as well as the RUWI router table. On router table multi-spindle router table, you can keep several of these cutters clamped in place at the same time and switch between rounding off, chamfering, and flush routing without having to change setups. You can see which speed matches which cutter diameter in the table above.
Frequently Asked Questions About Milling Cutters
Which router shank fits my machine—6, 8, or 12 mm?
That collet on the collet . Most routers and the RUWI router table standardrouter table ancollet; 6-mm and 6.35-mm collets are also available for inch-sized shanks. 12-mm shanks require a machine with a compatible collet—for RUWI router table Performance model with collet . Before purchasing, check which shank sizes your machine accommodates.
Carbide (HM) or HSS—which should I choose?
Carbide-tipped (HM) router bits are the standard for wood, panel materials, and plastic: They retain their cutting edge significantly longer than HSS bits and cut cleanly even in materials containing adhesive, such as particleboard or MDF. HSS is softer and is intended more for occasional use on softwood. RUWI are carbide-tipped.
What speed should be used for which milling cutter?
As a rule of thumb: small cutters require high speeds, large cutters require low speeds. The recommended speeds by diameter are listed in the table above. When working with plastic or sanding, use a slower speed than when working with wood to prevent burning or smearing.
Can I also router table a router in a router table ?
Yes. They’re the same shank cutters—you collet them collet the collet , whether in a hand-held router or under the plate of the RUWI . On router table multi-spindle router table even router table several cutters clamped in at the same time, allowing you to switch between rounding, chamfering, and flush routing without having to change tools.
My starter bearing is running rough—what should I do?
Resin and adhesive residue are usually the cause. Clean the bearing regularly and check to see if it spins freely. If it's worn out, it can be replaced—just contact us for a replacement bearing.
Can I have the cutters resharpened?
You can have fixed-tooth carbide end mills resharpened multiple times by a sharpening service until the cutting geometry no longer allows it. With indexable-insert end mills, there’s no need for sharpening at all—you simply rotate or replace the insert.
Should I mill in the same direction or in the opposite direction?
As a general rule, use counter-feed—that is, move the cutter in the opposite direction of the feed—as this is safer and prevents the workpiece from being torn away. Co-feed should be reserved for controlled, machine-guided operations.
Still not sure? Talk to us
The Milling Tool Advisor asks you the same questions we would on the phone and provides you with a recommendation in about a minute—including dimensions, price, and part number.
Or give us a call: +49 7402 8414 —no sales pitch, just a conversation with our workshop team on equal terms.
To schedule a detailed consultation—in person, via video, or over the phone—please book a workshop consultation.
The Right Cutter for Every Edge, slot Joint


