







RUWI voor freesgereedschap
Weet je niet zeker welke? Vraag het aan de adviseur.
Hij stelt je dezelfde vragen als wij aan de telefoon – klus, materiaal, machine – en adviseert je het juiste gereedschap, inclusief afmetingen, prijs en artikelnummer: direct uit voorraad uit het Zwarte Woud of uit een assortiment van meer dan 4.000 catalogusartikelen van Titman en ENT, die wij voor je bestellen.
Naar de freesgereedschapsgids →Ongeveer 1 minuut · zonder registratie
Direct daaronder: de RUWI uit voorraad.





















Welke frees voor welke klus?
Met de juiste frees haal je freestafel beste uit je bovenfrees en freestafel . Vijf soorten zijn geschikt voor de meest voorkomende taken in de houtbewerking – hier vind je een overzicht, inclusief de bijbehorende RUWI.

Afwerkfrees
Het zaagwerk is klaar, elke rand is scherp – één keer met de afrondfrees erover, en het tafelblad of de leuning liggen soepel in de hand. R2 zorgt voor een goede grip op de werkstukken, grotere radii zoals R6 of R10 zorgen voor een zachte ronding; het geleidingslager leidt de frees langs de rand, ook bij gebogen contouren.
Bij RUWI R2, R3, R4, R5, R6 en R8 tot R10 en R12,7. Hoe groter de straal, hoe groter de frees – kies deze op basis van de gewenste ronding.

Afschuinfrees
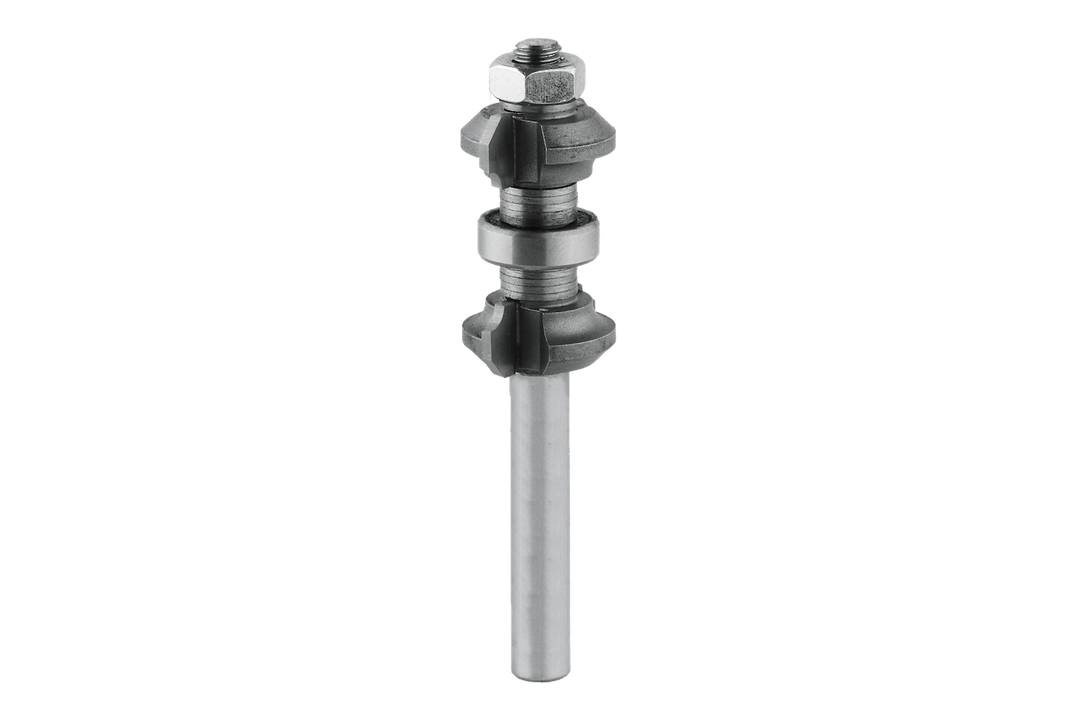
Zichtbare rand afbreken, verstek afschuinen, rand ontbramen – de afschuinfrees breekt de rand onder een hoek af, meestal 45°. Voor rechte, brede afschuiningen gebruik je de grote afschuinfrees met wisselplaat (snijplaat draaibaar in plaats van naslijpen) of de variant met vaste snijplaat. Voor krappe binnenhoeken en kleine radii is de mini-afschuinfrees met aanlooplager Ø 5 mm bedoeld. De bovenste en onderste rand worden in één keer bewerkt door de dubbele afrond-/afschuinfrees.

kopieerfrees
De randstrip is vastgelijmd, het uitstekende deel steekt uit – de kopieerfrees dit in één beweging vlak kopieerfrees met het oppervlak; tijdens het kopiëren loopt het aanlooplager langs je sjabloon. Voor grote, rechte contouren is de kopieerfrees wisselplaten geschikt, voor krappe binnenradii de kopieerfrees een klein aanlooplager van Ø 9,5 mm.

Lamellenfrees (schijfgroeffrees)
Platte pluggen plaatsen, groeven in de achterwand frezen, de bodem van een lade geleiden – de lamellengroefmachine freest groeven de smalle sleuven en groeven . Via verschillende aanslaglagers stel je de diepte in, zodat één frees meerdere maten platte pluggen kan verwerken – één gereedschap in plaats van een aparte platte-plugfrees.

Tandfrees
Ladehoeken die tegen een stootje kunnen: met de zwaluwstaartfrees W2 voor Hoffmann maak je machinaal en nauwkeurig zwaluwstaart- en ribverbindingen – ook als overgang naar het Hoffmann-verbindingssysteem. Voor een strakke pasvorm werk je, afhankelijk van de verbinding, met een sjabloon of een mal.
Wisselplaat of vast gemonteerd?
Twee uitvoeringen, dezelfde taak – het verschil zit hem in het snijvlak.
Vast gemonteerd
Het hardmetalen snijvlak is stevig vastgesoldeerd; als het bot wordt, kun je het opnieuw slijpen. Dat zorgt voor een zeer zuivere snijrand en fijne rondingen – dat is belangrijk bij zichtbare randen en kleine profielen.
Met verwisselbaar snijplaatje
In plaats van het mes opnieuw te slijpen, schroef je het los en draai je het op een nieuwe snijkant – dat bespaart tijd en zorgt ervoor dat de afmetingen constant blijven. Dat loont de moeite bij intensief gebruik en lange, rechte contouren.
Kortom: voor fijne, zichtbare randen en kleine radii kies je de variant met vaste snijplaten, voor een hoge doorvoercapaciteit en grote rechte oppervlakken de variant met verwisselbare snijplaten. Bij RUWI kopieerfrees zowel afschuin- als kopieerfrees RUWI beide uitvoeringen kopieerfrees .
Waar je op moet letten bij het frezen
Span de schacht 6, 8 of 12 mm) voor ongeveer twee derde in een schone spantang dat zorgt voor een soepele loop. Grotere frezen draaien op een lager toerental; maak liever meerdere ondiepe sneden dan één te diepe snede. Een te trage voeding veroorzaakt brandsporen, een te snelle voeding veroorzaakt ratelsporen. Leid de frees altijd tegen de draairichting in en draag gehoorbescherming, oogbescherming en zorg voor afzuiging. Verwijder regelmatig hars- en lijmresten en controleer of het startlager vrij draait – dat verlengt de levensduur aanzienlijk.
Welk toerental voor welke frees?
Vuistregel: hoe groter de frees, hoe lager het toerental – anders wordt de snijsnelheid aan de snijkant te hoog en gaat het materiaal smelten of smeren. De richtwaarden gelden voor hout opfreestafel traploos .000–25.000 tpm, in de Performance-variant tot 30.000):
| Freesdiameter | Aanbevolen toerental (omw/min) |
|---|---|
| tot Ø 25 mm | 18.000–24.000 |
| Ø 25–40 mm | 16.000–20.000 |
| Ø 40–60 mm | 12.000–16.000 |
| meer dan Ø 60 mm | 8.000–12.000 |
Praktijkvoorbeelden: een zachthouten rand met de schuurbandhouder (Ø 15 mm) bij ongeveer 8.000 tpm om brandsporen te verwijderen, multiplex vlak frezen (Ø 19 mm) bij 18.000–22.000, eengroef spaanplaat (Ø 40 mm) bij maximaal 18.000, kunststofkanten bij ongeveer 12.000, zodat er niets gaat slippen. Kunststof en schuurwerkzaamheden verlopen in principe langzamer dan bij hout. Begin bij twijfel met een lager toerental en zoek de juiste instelling met een proefzaagsnede.
Schuurmiddelen en toebehoren
Naast de frezen kunnen in dezelfde opname ook schuurbandhouders worden gebruikt: je plaatst de schuurbandhouder met een diameter van 15 mm of 30 mm enschacht en schuurt daarmee rondingen en binnencontouren die je met schuurpapier met de hand nauwelijks kunt bereiken. De bijbehorende schuurbanden (Ø 15, Ø 30) zijn slijtageonderdelen. Voor de freestafel er spantangen wartelmoer in verschillende maten freestafel , en voor de krachtigere modellen is er de Performance-variant.
Op welke machine passen deze frezen?
Alle frezen hebben een schacht 6, 8 of 12 mm en passen daarmee in elke gangbare bovenfrees – bijvoorbeeld van Festool, Mafell of Bosch – en ook infreestafel. Op freestafel meerassige freestafel kun je meerdere van deze frezen tegelijkertijd ingespannen houden en wisselen tussen afronden, afschuinen en vlakfrezen, zonder dat je hoeft om te schakelen. Welk toerental bij welke freesdiameter past, zie je in de tabel hierboven.
Veelgestelde vragen over frezen
Welke freesschacht past in mijn machine – 6, 8 of 12 mm?
Dat hangt spantang van de spantang . De meeste bovenfrezen en de RUWI freestafel standaardfreestafel eenspantang; daarnaast zijn er 6 mm en 6,35 mm voor inch-schachten. Voor 12 mm-schachten is een machine met een passende opname nodig – bij RUWI freestafel isfreestafel Performance-variant met spantang 12 mm. Controleer vóór de aankoop welke schachtmaten je machine kan verwerken.
Hardmetaal (HM) of HSS – wat moet ik kiezen?
Voor hout, plaatmaterialen en kunststof zijn frezen met hardmetalen tanden (HM) de norm: ze blijven aanzienlijk langer scherp dan HSS-frezen en snijden ook netjes in lijfhoudende materialen zoals spaanplaat of MDF-platen. HSS is zachter en eerder bedoeld voor incidenteel gebruik in zacht hout. De RUWI zijn voorzien van hardmetalen tanden.
Welk toerental voor welke frees?
Als vuistregel geldt: kleine frees = hoog toerental, grote frees = laag toerental. De richtwaarden per diameter staan in de tabel hierboven. Bij het bewerken van kunststof en bij slijpwerkzaamheden moet het toerental lager zijn dan bij hout, zodat er niets verbrandt of gaat smeren.
Kan ik een bovenfrees ook in freestafel ?
Ja. Het zijn dezelfde schachtfrezen – je klemt ze spantang met de spantang , of je ze nu in de handgeleide bovenfrees gebruikt of onder het blad van RUWI . Op freestafel meerassige freestafel zelfs meerdere frezen tegelijk vastgeklemd, zodat je zonder omstellen kunt wisselen tussen afronden, afschuinen en vlakfrezen.
Mijn startlager loopt stroef – wat moet ik doen?
Meestal zijn hars- en lijmresten de oorzaak. Maak het lager regelmatig schoon en controleer of het soepel draait. Als het versleten is, kan het worden vervangen – neem gerust contact met ons op voor een vervangend lager.
Kan ik de frezen laten naslijpen?
Vastgezette hardmetalen frezen kun je meerdere keren laten naslijpen door een slijpservice, totdat de snijgeometrie dit niet meer toelaat. Bij frezen met wisselplaten is slijpen helemaal niet nodig – je draait de plaat gewoon om of vervangt hem.
In dezelfde of tegengestelde richting frezen?
In de regel moet je in tegengestelde richting werken, dat wil zeggen de frees tegen de voedingsrichting in bewegen – dat is veiliger en voorkomt dat het werkstuk uit je handen wordt gerukt. Werken in dezelfde richting is voorbehouden aan gecontroleerde, machinaal geleide bewerkingen.
Nog niet zeker? Neem contact met ons op
De freesgereedschap-adviseur stelt je dezelfde vragen als wij aan de telefoon en geeft je binnen ongeveer een minuut een aanbeveling – inclusief afmetingen, prijs en artikelnummer.
Of bel ons: +49 7402 8414 – geen verkoopgesprek, maar een werkplaatsgesprek op ooghoogte.
Voor een uitgebreid gesprek – persoonlijk, via video of telefonisch – maak je een afspraak voor een werkplaatsgesprek.
De juiste frees voor elke rand, groef verbinding


